WIEŚCI Z WARSZTATU
WIEŚCI Z WARSZTATU


Wraz z awansem nowoczesnych poszyć do budowy pojazdów turystycznych zmieniła się technika ich łączenia. Połączenia gwintowane coraz częściej ustępują miejsca klejom konstrukcyjnym.
Konstrukcyjne klejenie elementów w czasie montażu za pomocą klejów jest technologią rozwijającą się w przemyśle bardzo szybko. Trend stosowania produktów do klejenia drobnych elementów składowych skutkuje awansem w dziedzinie klejenia dużych elementów. O ile jednak upraszcza to procesy montażu, podnosi jednocześnie ryzyko popełnienia błędu. Wszak niemal każda operacja klejenia konstrukcyjnego dotyczy elementów, które są duże, drogie i… odpowiedzialne. Efekt? Jeśli cokolwiek pójdzie źle, rezultat może być kosztowny lub po prostu niebezpieczny.
Co innego, że nie zawsze informacja dotycząca przygotowania powierzchni jest adekwatna do stosowanych substratów (sparowanych elementów). W razie wątpliwości warto poprosić technologa o dobór technologii lub przeprowadzenie testów klejonych substratów, aby wyeliminować ryzyko utraty adhezji do powierzchni. Błędne dobranie pełnego spektrum warunków trwałości okazuje się bowiem najczęstszą przyczyną niepowodzeń.- Z tych i innych względów zadanie producenta czy dostawcy kleju nie powinno ograniczać się tylko do sprzedaży technologii, skoro bezinwazyjne łączenie substratów daje nieograniczone możliwości konstrukcyjne – uczula Adrian Kasprzyk, menadżer holenderskiej firmy SABA, która ma ponad 80 lat doświadczenia w pracy z klejami i uszczelniaczami. – Najważniejszym zagadnieniem w konstrukcyjnym klejeniu jest trwałość klejonego elementu. Pojedyncza próbka nie da odpowiedzi na pytanie, czy połączenie klejone wytrzyma 10 lub 20 lat, będąc narażonym np. na promieniowanie UV czy też zmienne temperatury. Wybierając technologię dobrze jest sprawdzić, czy informacje w kartach technicznych są poparte badaniami klimatycznymi, starzeniowymi, wytrzymałościowymi itd.
Osiągnięcia inżynierii chemicznej
Generalnie większość elementów łączonych w produkcji specjalnych pojazdów (kampery, przyczepy, ale także np. pojazdy dla gastronomii) wykonana jest w technologii bezinwazyjnej, czyli są klejone w odróżnieniu do złączy gwintowych. Dzięki takim rozwiązaniom osiągamy wiele możliwości, zyskując przede wszystkim na swobodzie projektowania, bezkompromisowej kombinacji łączenia różnorodnych materiałów, lepszemu wygłuszeniu tak powstałej struktury. Lepiej przeciwdziałamy korozji, redukujemy ciężar konstrukcji, naprężenia i koszty (np. konserwacji).
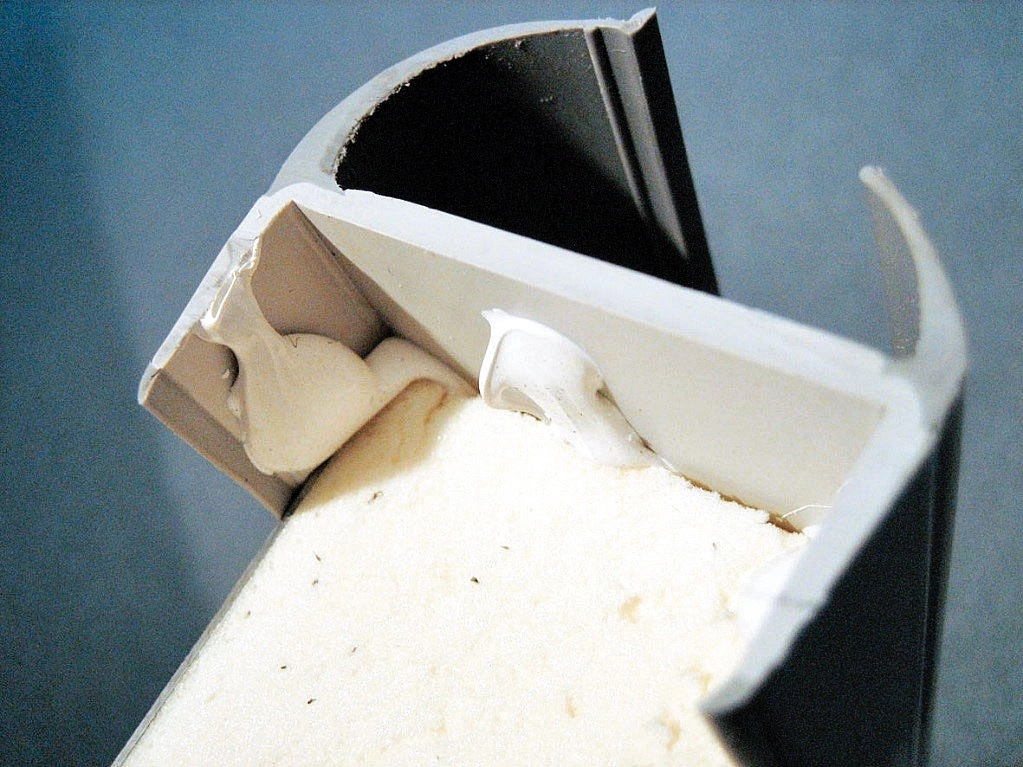
Kleje na bazie polimerów MS to najnowszej generacji osiągnięcie inżynierii chemicznej w dziedzinie klejenia różnych podłoży (produktów naturalnych, tworzyw syntetycznych, szkła czy metali). Bezrozpuszczalnikowe i bezzapachowe kleje i uszczelniacze na bazie polimerów MS (modyfikowane silanem i krzemowodorem; wzór ogólny Si[n]H2[n]+2), przeznaczone są do łączenia różnych materiałów konstrukcyjnych narażonych na pracę w ekstremalnie trudnych warunkach i poddawanych wysokim obciążeniom (statycznym i dynamicznym). Posiadają wysoką adhezję zarówno do powierzchni gładkich, jak i porowatych, do zastosowania wewnętrznego i na zewnątrz w temperaturze od -40°C do +120°C oraz krótkoterminowo do +180°C (maks. 30 minut).
Takie kleje są neutralne, więc nie uszkadzają powierzchni delikatnych, nie powodują korozji, a w razie potrzeby można je pokryć systemem lakierniczym w technologii „mokro na mokro”. Po utwardzeniu pozostają trwale elastyczne, dzięki czemu warstwa kleju aktywnie reaguje na naprężenia i odkształcenia klejonych powierzchni, drgania i wibracje.- Kleje MS polimery firmy SABA łączą trwałą spoiną wszystkie materiały: szkło, porcelanę, ceramikę, kamień, marmur, granit, cegłę, beton, drewno, gumę, metale oraz ich stopy i odlewy: aluminium, stal, mosiądz, tworzywa sztuczne – również najtrudniejsze do klejenia, bo polietyleny – podkreśla A. Kasprzyk. – Produkty MS Saba wykazują dobrą przyczepność do stali surowej odtłuszczonej, fosforanowanej, stali cynkowanej ogniowo i elektrolitycznie, stali chromowej X2Cr, X5Cr, powierzchni gruntowanych, lakierowanych, metali kolorowych: mosiądzu czy aluminium – surowego, anodowanego i lakierowanego, szkła, polistyrenu, PC + CA, czyli poliwęglanu, poliamidu PA660, PVC – polichlorek winylu, PMMA, czyli akryl/plexi – polimetakrylan metylu, EPDM – gumy z kauczuku etylenowo propylenowego, ABS – tworzywa akrylowo-butadienowo-styrenowe i większości innych materiałów termoplastycznych.
Dla wybitnie „trudnych” tworzyw
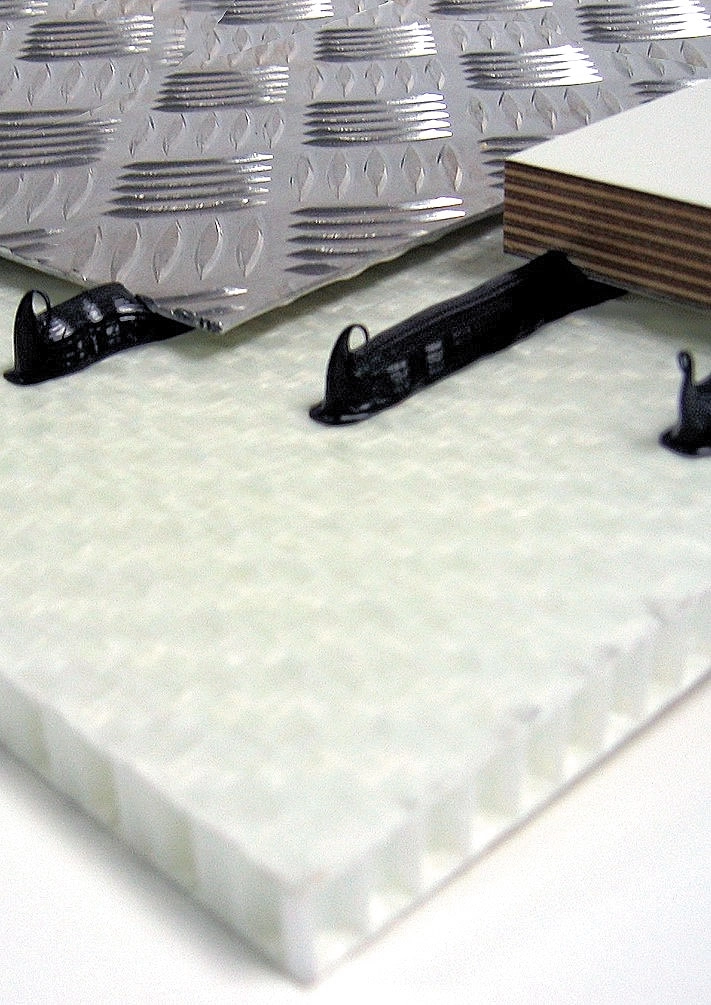
Inżynierowie firmy SABA przełamali niedawno największe ograniczenie w technologii klejenia, jaką było spajanie tworzyw PP (polipropylen), opracowując nowy system elastycznego klejenia ww. tworzyw. Odtąd możemy swobodnie łączyć klejem np. polipropylenowe ścianki typu plaster miodu.
Co ważne dla prac wykonywanych w sposób rzemieślniczy, kleje te utwardzają się do stanu elastycznego poprzez pobieranie wilgoci z powietrza.
MS Polimery marki SABA łączą więc zalety silikonów i poliuretanów. Charakteryzują się doskonałą adhezją, bez konieczności użycia podkładów gruntujących i służą do klejenia materiałów o różnych właściwościach fizykochemicznych.
Najnowszej generacji kleje nie zawierają rozpuszczalników (izocyjanianów, silikonów) i są bezzapachowe, dzięki czemu już znalazły szerokie zastosowanie w budowie pojazdów samochodowych. Dzięki właściwości wypełnienia szczelin niekapilarnych sprawdzają się w uszczelnianiu połączeń kołnierzowych, nitowanych, śrubowych i zgrzewanych, gwarantując połączenia odporne na drgania i wibrację, odporność na promieniowanie ultrafioletowe i procesy starzenia.
- Powyższe zalety zdecydowały o upowszechnieniu stosowania naszych klejów do elastycznego klejenia metali i tworzyw sztucznych. Mam na myśli klejenie konstrukcyjne poszyć w kamperach i przyczepach kempingowych, elastyczne uszczelnianie szwów i złączy wszelkich zabudów kontenerowych czy nadbudówek samochodowych – podkreśla A. Kasprzyk.
Odkleić?
Jak wiadomo, elementy złączne (gwintowe) są jednymi z najważniejszych połączeń demontowalnych. Inaczej jest w przypadku metody klejenia. Gwarancja połączeń i estetyka niestety nie idzie w parze z łatwością demontażu tak sparowanych elementów, więc sklejone elementy można demontować tylko mechanicznie (np. wycinając). Na szczęście użyte na czas wiązania narzędzia łatwo oczyścić – wystarczy kąpiel w gorącym oleju.
Dobór kleju warto uzależnić od czynników, które mogą mieć poważny wpływ na jakość klejonego złącza. W szczególności pytajmy doradców technicznych o:
Po ustaleniu czynników oraz substratów, powinniśmy zdefiniować potrzeby technologiczne, które ułatwią nam montaż. W szczególności:
tekst Rafał Dobrowolski
foto www.saba-adhesives.com
Artykuł pochodzi z numeru 3(72) 2016 Polskiego Caravaningu